


裝盒機技術
新聞資訊
國內高速裝盒機與國外相比,速度上相差甚遠。其主要原因在于裝盒機的關鍵部件“取盒機構”,缺乏最合理的設計理論和機構參數,從而嚴重地影響高速裝盒機整體效率的提升。
本文通過介紹一種高速連續式取盒機構的運動軌跡,為高速裝盒機的設計提供理論依據。
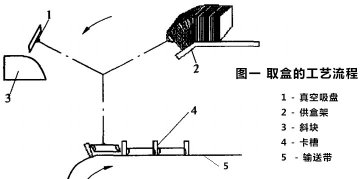
取盒的過程如圖1所示,通過真空吸盤將處在供盒架上的藥盒從架子上抽出,然后在運動過程中又將紙盒稍微地撐開,最后放到生產線上以供后面裝藥品使用。具體過程如下:
吸盒:旋轉的吸盤逆時針轉到供盒架處(和水平面夾角30。),真空吸盤開始吸住紙盒的一側,并將紙盒從供架盒上拉出來。
撐盒:當吸盤帶著紙盒轉到150°時,紙盒的側棱碰到斜塊,順勢滑下讓紙盒處于半撐開狀。
放盒:當紙盒轉到輸送帶的正上方,真空吸盤通氣,將紙盒放到運輸帶的卡槽中,運動中卡槽的一側將紙盒向前擠壓,使紙盒處于完全撐開狀,供后面裝入藥品使用。

吸盒、撐盒、放盒的三個動作作用點均勻分布,其最重要的動作在于吸盒處。當吸盤在上升的過程中吸住紙盒,到達頂點后又把紙盒往下拉,使紙盒脫離供盒架。
另外從動作過程分析得到,在吸盤旋轉一周的過程中只要在關鍵三個點上滿足速度和角度的要求,就可以滿足整個取盒動作要求,其他點上的動作可以隨意地根據實際情況去設計,其動作不影響整個取盒動作。
高速裝盒機取盒機構的運動軌跡必須是連續的,而且為了增加機構的穩定性,整個運動軌跡也要緊湊。
根據實際情況,在滿足動作要求下可以將動作軌跡設計成圓形、等邊三角形、擺線如圖 2所示。現對幾種運動軌跡進行比較。

(1)圓形軌跡 如圖 2a所示,吸頭的軌跡為圓形,可以保證吸頭運動速度和加速度的連續性,機構的穩定性好。但是考慮到工藝要求,如圖1所示,取盒時紙盒被吸的表面和吸頭成 90°,隨著吸頭的運動,吸頭給紙盒一個沿圓切線方向向上的力,因為供盒架的上表面還有支撐 (圖 1中略去),對紙盒的上表面進行限制,所以吸頭不能很好地將紙盒拉出。
(2)等邊三角形軌跡 如圖 2b所示,等邊三角形軌跡的三個關鍵點非常明顯,而且整個過程軌跡也很緊湊,也能將紙盒順利的拉出而不受供盒架的限制,但是吸盒前后軌跡的夾角是60°,不能進行調節,而吸盒前后的角度會影響到吸盒的時間,從而直接影響到吸盒的質量。
(3)內擺線軌跡 如圖 2c所示吸頭的軌跡為內擺線軌跡,吸頭取盒時將紙盒向下拉,不受供盒架的位置限制,整個結構非常緊湊,更重要的是吸盒前后的角度是可以通過調節圓弧的半徑進行改變,從而確定影響取盒質量的關鍵參數。
綜上所述,從工藝要求和取盒質量等方面考慮,內擺線軌跡綜合了圓形軌跡和等邊三角形軌跡的優點,所以內擺線的軌跡最優。
實現擺線軌跡的機構如圖 3所示 ,大轉盤旋轉,連軸齒輪和轉盤齒輪分別繞著固定齒輪 I和固定齒輪Ⅱ旋轉。小轉盤在隨著大轉盤公轉的同時,轉盤齒輪控制它也進行自轉,同理,連軸齒輪控制著主動齒輪公轉的同時也進行自轉,帶動從動齒輪轉動,真空吸頭和從動齒輪固連,所以吸頭進行公轉的同時也進行著自轉。所以只要控制齒輪之間的傳動比,就可以控制真空吸頭在指定的位置實現指定的動作。

對該機構的運動過程進行建模,如圖 4所示。

以大轉盤的中心為坐標原點建立坐標,取小轉盤的中心與坐標原點成θ0=30°,此時的位置即為吸盒的位置,建立小轉盤的動坐標 x'y',再建立從動齒輪的動坐標 x"y",兩個坐標的原點重合在主動齒輪的中心。根據動作要求進行設計,當大轉盤逆時針轉過一個(θ-θ0)角度時,吸頭也逆時針轉過一個(θ-θ0)角度,小轉盤順時針旋轉,為滿足動作要求,小轉盤須相對大轉盤順時針旋轉 2(θ-θ0),才能滿足吸頭在轉過120°后,吸頭、從動齒輪、主動齒輪成為一條直線,形成方盒動作。所以相對固定坐標,小轉盤順時針旋轉了3(θ-θ0)。把從動齒輪的坐標轉化到固定坐標中得:

當θ0=30°時,化簡得到從動齒輪的運動方程為:

從運動方程中可以得出,從動齒輪中心的運動軌跡是關于θ的函數,軌跡的大小形狀由參數r和r1來確定。
用Solidworks軟件對機構進行建模,在用Solidworks Motion插件去模擬運動分析,得到從動齒輪的運動軌跡為擺線,如圖5所示,符合動作要求。

按照設計要求,該取盒機構的轉速為 60r/min,即旋轉角度θ=ωt=2πt,裝上 3個吸頭 ,取盒速率為 180~/min。對運動方程進行二次求導得到該從動齒輪在運動一周內的加速度為a=√(xn2+yn2),化簡得 a=4π2√(r2+16r2+8rr1cos30),當cos3θ的值為 1時 ,即在 0=0°、120°、240°(此處角度 以與軸成 30。開始算起)位置時,加速度的值最大,也剛好是三個關鍵點,此時最大加速度為 a=4π2(r +4r1)。從動齒輪的運動方程為連續的三角函數,其加速度也為連續函數,即該機構能平穩的運行,在角速度確定的情況下,加速度只與 r與 r1有關 ,所以只需調整其大小就可以控制最大加速度的大小,另外在 r和 r不變的情況下,也可以適當的調整吸頭桿的長度,同樣可以控制加速度的大小 。
我司該 高速裝盒機 取盒機構已投入實際生產,運行穩定效率高,其效率是現有市場上低速型取盒機構效率的2—3倍,而且穩定性較高,增強了產品的市場競爭力。另外國內的高速裝盒機剛剛起步,所以,該動作軌跡的取盒機構將有很大的市場前景。